Induction Heat Treating
William R. Stott, Managing Editor, Gear Technology
March /April 2011

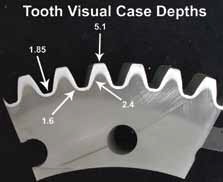
This cutaway shot shows the heat treat and quenching pattern of a spur gear
induction hardened with the TSH technology (courtesy of ESR Engineering Corp.,
the North American distributor of TSH steels).
In recent years, there has been significant interest in expanding the use of induction hardening in gear manufacturing operations. One of the reasons is that induction hardening is easily incorporated into a manufacturing cell. Parts don’t have to be taken out of the production flow and sent to a separate heat treating department. Another reason is that induction hardening is often considered a “green” alternative. “Induction continues to have advantages that include precise heating of just the are requiring heat treat, thus minimizing the energy applied to the part,” says George Welch, manager of heat treat products for Ajax-Tocco Magnethermic. “In addition, induction does not consume energy when idle. Combine this with reduced energy for auxiliary equipment for quenching, etc., energy usage and costs are generally much less. Other advantages include fast processing time, fewer parts in process, cell manufacturing, less distortion and individual part traceability.”
In the past, the problem was that induction hardening was limited in its potential applications. Only certain gear shapes and configurations were good induction hardening candidates. If you wanted to case harden a spiral bevel automotive pinion, for example, carburizing has long been the practical choice. Also, induction hardening has been possible only with certain steels.
Typically this has meant both plain and alloy medium-carbon steels with 0.4 percent to 0.6 percent carbon content, according to Dr. Valery Rudnev, group director of science and technology for Inductoheat. Furthermore, induction heat treating machines have often been designed for specific gear parts or a limited range of parts. Each part often requires customized tooling, and a power supply (or power supplies) that provide the necessary power and frequency to achieve the desired heating pattern. These systems have limited flexibility.
But over the past several years, many of the limits to induction hardening have shrunk, thanks to recent advances in technology, materials and processing techniques.
POWER SUPPLIES
The heart of an induction hardening system is the coil, but its brains are the power supply and controls. In recent years, these are the areas where induction hardening technology has improved the most. “The power supplies have continued to advance and provide new solutions for heat treating parts including gears,” says Welch. “Higher power and greater frequency flexibility allow for high power densities at the ideal heating frequency. This aids in processing a greater range of gear sizes and pitches. In addition, advancements in controls allow for better tracking of the entire heat treat process.” Inductoheat’s Rudnev agrees that power supplies have been an area of significant advancement. In fact,
Rudnev says, Inductoheat has recently introduced power supplies that significantly increase the flexibility of induction hardening systems by providing the unique capability of controlling not just an inverter’s output power, but also its frequency, in a manner similar to the control of CNC machines. Whereas previous generations of power supplies had limited flexibility, Rudnev says, the current generation can produce a high-end frequency up to eight times as great as the low-end frequency. What this allows, Rudnev says, is expanding the range of gears to be induction hardened using the same power supply and/or tempering of a part in the same setup as hardening. “The majority of gears are tempered in ovens,” Rudnev says, “but we were able to develop a new power supply that allows induction hardening and tempering at optimal frequencies.” For example, with the new power supply, you can “dial” a frequency of 40 kHz to induction harden a fine-tooth gear. Then you can dial it down to 6 kHz to temper it at low frequency. “Inductoheat’s Statitron-IFP power supply technology provides a wide range of frequencies,” Rudnev says. The same capability also allows the same machine to induction harden different pitch gears. The use of simultaneous dual-frequency induction hardening is a proven way to effectively control distortion when induction hardening small and medium size gears using encircling inductors. In many cases, simultaneous dual-frequency technology allows keeping distortion after induction hardening within the range of 80–100 microns, Rudnev says. Increasing the frequency range of power supplies has also been on the mind of designers at Ajax-Tocco Magnethermic. “Induction systems can be designed to heat treat a range of part sizes and families with tooling changes,” says Welch. “Power systems can be provided with wide frequency ranges and load matching capability to process a variety of case depth requirements.” In addition, Welch says, larger power supplies have enabled induction hardening of larger gears. Controls Of course, like all machine tools, induction hardening machines have benefited from advances in control technology and software. “Large gears are generally hardened with the tooth-by-tooth method,” Welch says. “This process was developed about 60 years ago. The newest machine controls include recipes that precisely locate the gear tooth and provide motions to scan harden OD, ID, spur and helical gears.” Furthermore, the controls and software provide important quality control data. “These systems collect the process information available for each tooth for traceability of each gear heat treated,” Welch says.
MATERIALS
Induction hardening is generally limited to certain types of steels. Unlike carburizing, during which carbon is infused into the part, induction hardening requires higher-carbon steels to begin with. Typical induction hardening steels include AISI 4140, 4340, 1045, 4150, 1552 and 5150, Rudnev says. But new advances in materials have opened up new applications to induction hardening. One example is the range of TSH steels available exclusively from ERS Engineering Corp. ERS has worked with its European partners to develop the steel metallurgy and process that will allow induction hardening to replace carburizing for a wide range of parts, including parts previously thought to be impossible to induction harden successfully. Inductoheat has been chosen by ERS to be their exclusive manufacturer of induction heat treating systems for TSH technology in the North American market. The latest TSH steels are low-alloy carbon steels, which are characterized by reduced grain growth during heating into the hardening temperature range. They can be substituted for more expensive standard steels typically used for conventional induction hardening or carburizing. TSH steels have significantly less alloying elements such as manganese, molybdenum, chromium and nickel, making them less expensive than conventional carbon steels, Rudnev says. “Their chemical composition is somewhere between micro-alloy steels and plain carbon steels, providing fine-grain martensite with extremely high compressive stresses at the tooth surface.”
The combination of the new steels with the right technique has even opened up the application of induction hardening to such difficult parts as spiral bevel automotive pinions. “In the past, all of those parts used to be carburized,” Rudnev says. “Due to a combination of shape complexity and gear sizes, it was practically impossible to induction harden those parts. Now it is possible to get those beautiful hardness patterns on complex-shaped gear parts by throughheating those parts using low frequency inverters.” With TSH technology, after through heating, the parts are rapidly quenched. The hardened depth is mainly determined by the steel’s chemical composition and initial microstructure. Also, because the parts are throughheated using a low frequency (1–25 kHz, depending on the application), the cost of capital equipment is also low, Rudnev says. The TSH technology is extremely promising, due to the obvious cost savings and it applicability to the “lean and green” approach, Rudnev says. “I do believe that this technology has a very bright future in the North American Market.”



For more information:
ERS Engineering Corp.
6346 Orchard Lake Road
Suite 103
West Bloomfield, MI 48322
Phone: (248) 538-9082
Fax: (248) 538-9486
info@ersengine.com
www.ersengine.com
Inductoheat Inc.
32551 N. Avis Dr.
Madison Heights, MI 48071
Phone: (248) 585-9393
Fax: (248) 589-1062
sales@inductoheat.com
www.inductoheat.com